Geometrie entscheidet.
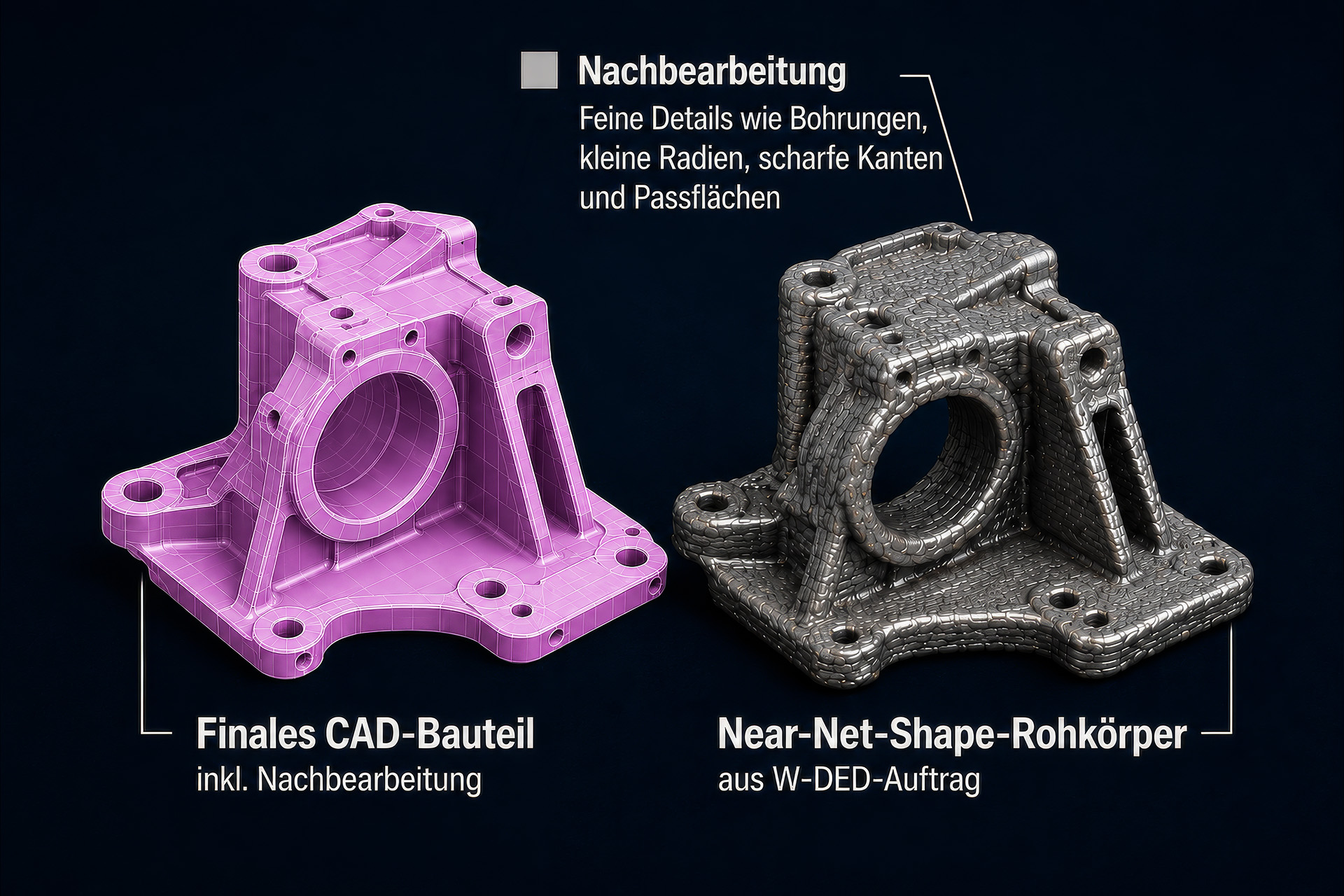
Bei Wire-based DED wird nicht die perfekte Endkontur gedruckt. Es entsteht meist ein Near-Net-Shape-Rohkörper.
Die zentrale Frage lautet nicht:
„Kann diese CAD-Geometrie exakt aufgebaut werden?"
Sondern:
„Welche Volumen müssen additiv aufgebaut werden — und welche Details entstehen später durch Fräsen, Bohren, Schleifen oder andere Nachbearbeitung?"
Nicht jedes Detail gehört in den Aufbau.
Wire-based DED arbeitet mit Raupen, Schmelzbad und Bearbeitungszugabe. Dadurch gibt es eine sinnvolle Mindestgröße für Geometriemerkmale.
Kleine Details werden nicht additiv „fertiggebaut", sondern später aus dem aufgebauten Rohkörper herausgearbeitet.
Kritische Features
- Kleine Bohrungen
- Enge Nuten
- Dünne Stege
- Scharfe Innenkanten
- Kleine Radien
- Feine Rippen
- Gewinde
- Passflächen
- Dichtflächen
- Filigrane Konturen
Geeignete Features
- Massive Rippen
- Lokale Materialpolster
- Reparaturzonen
- Verstärkungsbereiche
- Grobe Funktionsvolumen
- Große Übergangsradien
- Zugängliche Außenflächen
- Bearbeitungszugaben
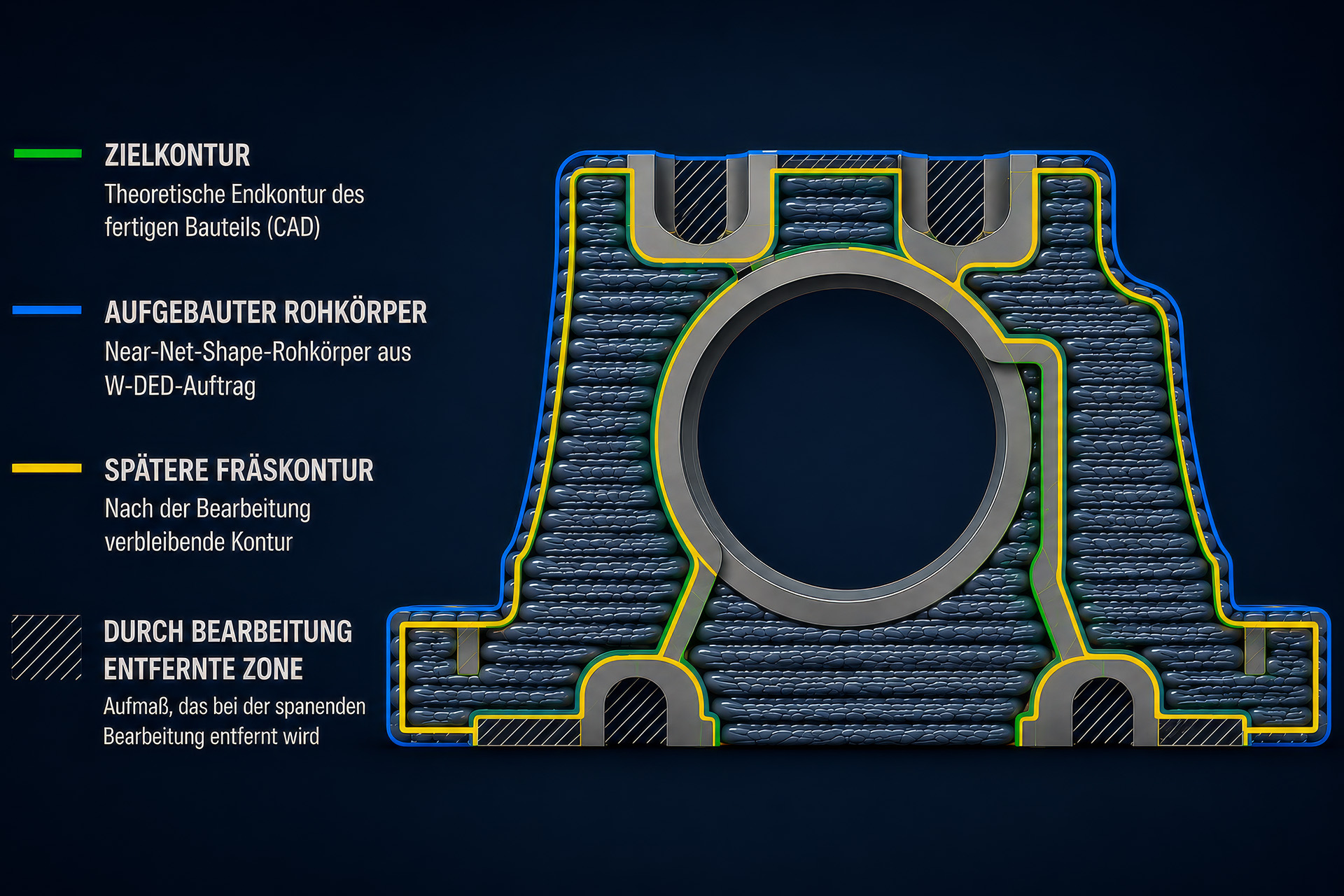
Der Rohkörper muss richtig gedacht werden.
Der aufgebaute Körper ist ein Zwischenzustand. Er muss genug Material enthalten, damit die Endkontur sicher herausgearbeitet werden kann. Gleichzeitig darf er nicht unnötig massiv werden, weil zusätzlicher Materialauftrag Zeit, Wärme und Nacharbeit erzeugt.
Gute Geometrie bedeutet hier:
so viel Aufbau wie nötig, so wenig Aufbau wie möglich.

Die gleiche Geometrie kann einfach oder schwierig sein.
Je nach Orientierung ändern sich Raupenverlauf, Wärmeeintrag, Überhang, Kollisionsrisiko und spätere Bearbeitbarkeit.
Die Aufbaurichtung bestimmt, ob ein Rohkörper stabil, zugänglich und wirtschaftlich aufgebaut werden kann.

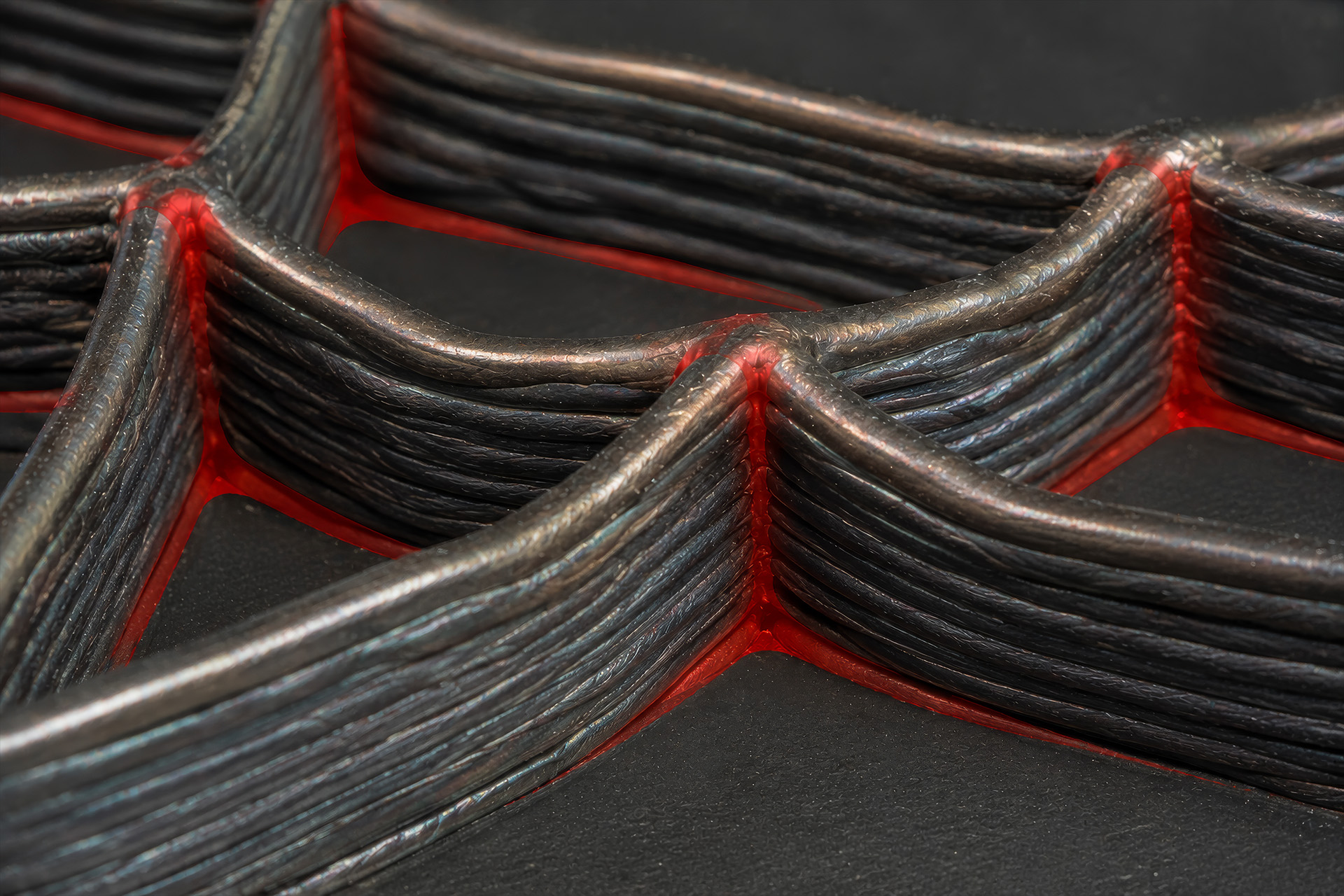
Flüssiges Metall braucht Halt.
Drahtbasierter Materialauftrag erzeugt lokal aufgeschmolzenes Metall. Ungünstige Überhänge können Raupen instabil machen, Material absacken lassen oder zu starkem Aufmaß führen.
Bei Near-Net-Shape geht es deshalb nicht um perfekte Freiform, sondern um einen stabilen Rohkörper, der nachbearbeitet werden kann.

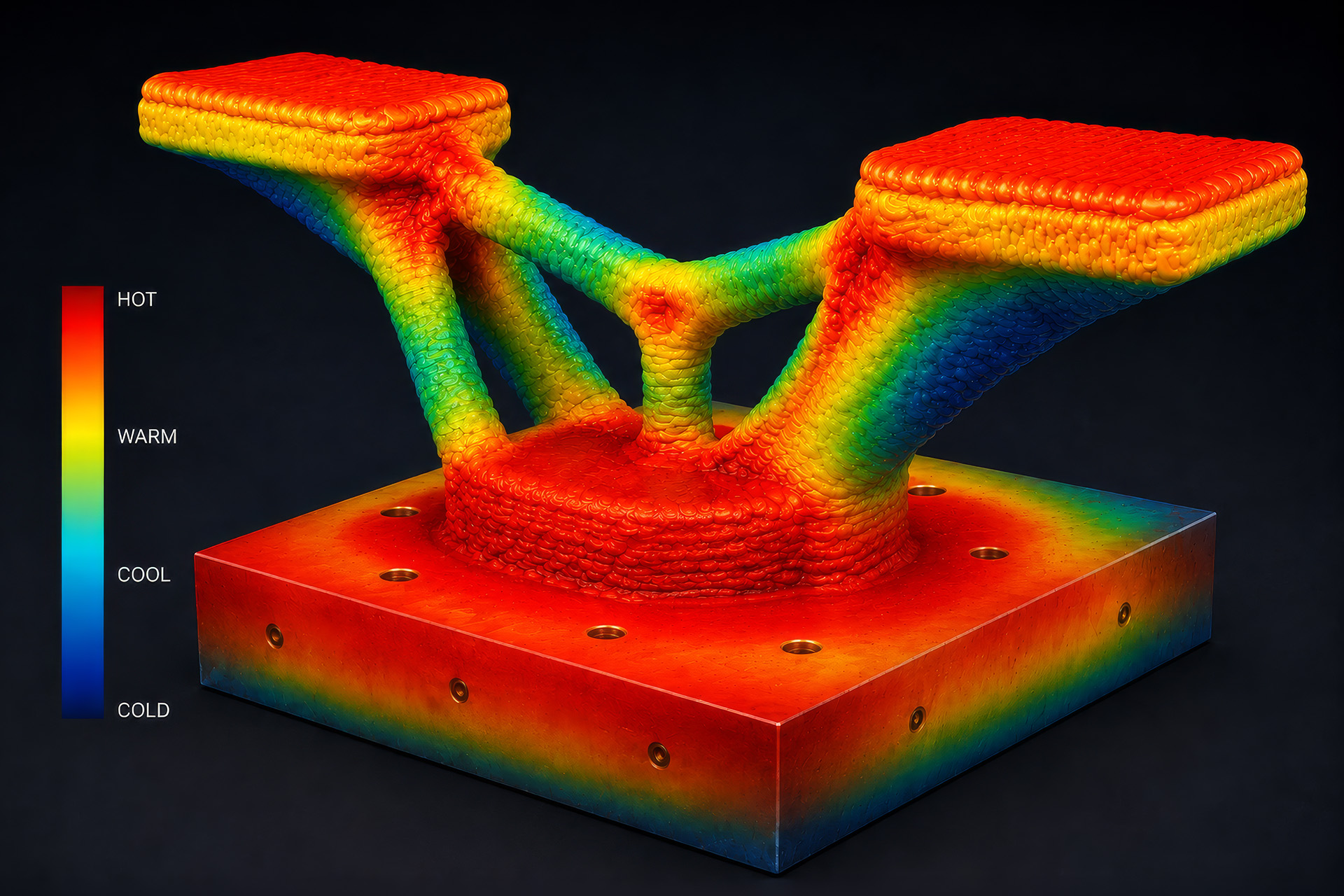
Masse speichert Wärme.
Massive Bereiche, dicke Knoten und schnelle Querschnittswechsel können Wärme stauen. Das beeinflusst Erstarrung, Spannung, Verzug und die Qualität der folgenden Lagen.
Ein Near-Net-Shape-Rohkörper darf deshalb nicht nur geometrisch passen. Er muss auch thermisch sinnvoll sein.
Was nicht erreichbar ist, bleibt roh.
Der Prozesskopf braucht Raum für den Materialauftrag. Die Fräse braucht später Raum für die Endkontur.
Kritisch sind deshalb nicht nur Aufbauzonen, sondern auch Bereiche, die nach dem Aufbau nicht sauber bearbeitet werden können.
Kritisch
- Tiefe Taschen
- Enge Innenbereiche
- Verdeckte Hinterschneidungen
- Unzugängliche Passflächen
- Innenkonturen ohne Werkzeugzugang
Gute Geometrien trennen Rohform und Endform.
Geeignet sind Bauteile, bei denen der additive Aufbau grobe Funktionsvolumen erzeugt und die präzisen Merkmale anschließend bearbeitet werden.
Geeignet
- Große Rippen
- Lokale Verstärkungen
- Reparaturflächen
- Massive Funktionsbereiche
- Zugängliche Außenkonturen
- Klare Bearbeitungszugaben
- Einfache Nachbearbeitungsrichtungen

Kritisch wird es, wenn die Endkontur direkt aufgebaut werden soll.
Problematisch sind Geometrien, die kleine Details, enge Toleranzen oder schwer erreichbare Innenbereiche direkt aus dem Aufbauprozess erwarten.
Kritisch
- Filigrane Stege
- Kleine Innenradien
- Präzise Bohrungen ohne Nacharbeit
- Scharfe Kanten
- Tiefe Innenkanäle
- Verdeckte Funktionsflächen
- Massive Wärmeknoten
- Enge Spalte
- Sichtflächen ohne Bearbeitungszugabe

Geometrie ist der erste Filter.
Wire-based DED wird interessant, wenn der Rohkörper sinnvoll aufgebaut und die Endkontur sicher nachbearbeitet werden kann.
Die entscheidenden Fragen sind:
- Welche Volumen müssen aufgebaut werden?
- Welche Details entstehen besser durch Nachbearbeitung?
- Ist der Aufbau thermisch stabil?
- Sind Prozesskopf und Werkzeug zugänglich?
- Entsteht ein wirtschaftlicher Near-Net-Shape-Rohkörper?