Praxisbeispiele: vom Bauteil zum Fertigungsansatz.
Wire-based DED wird greifbar, wenn man konkrete Bauteile betrachtet: Ausgangsproblem, klassische Lösung, additiver Ansatz und offene Prüfpunkte.
Die Beispiele zeigen nicht nur, was möglich ist. Sie zeigen, worauf geachtet werden muss: Geometrie, Zugänglichkeit, Aufbaustrategie, Aufmaß, Nachbearbeitung und wirtschaftlicher Nutzen.

Beschädigte Funktionsfläche statt komplettes Bauteil ersetzen.
Ausgangslage
Ein teures Bauteil ist grundsätzlich intakt, aber eine Dichtfläche, Lagerzone oder Kante ist beschädigt.
DED-Ansatz
Material wird lokal aufgetragen und anschließend auf Endmaß bearbeitet.
Prüfpunkte
- Ist die Schadstelle zugänglich?
- Ist genug Materialanbindung möglich?
- Kann die Fläche nachbearbeitet werden?
- Verzieht sich der Grundkörper durch Wärmeeintrag?

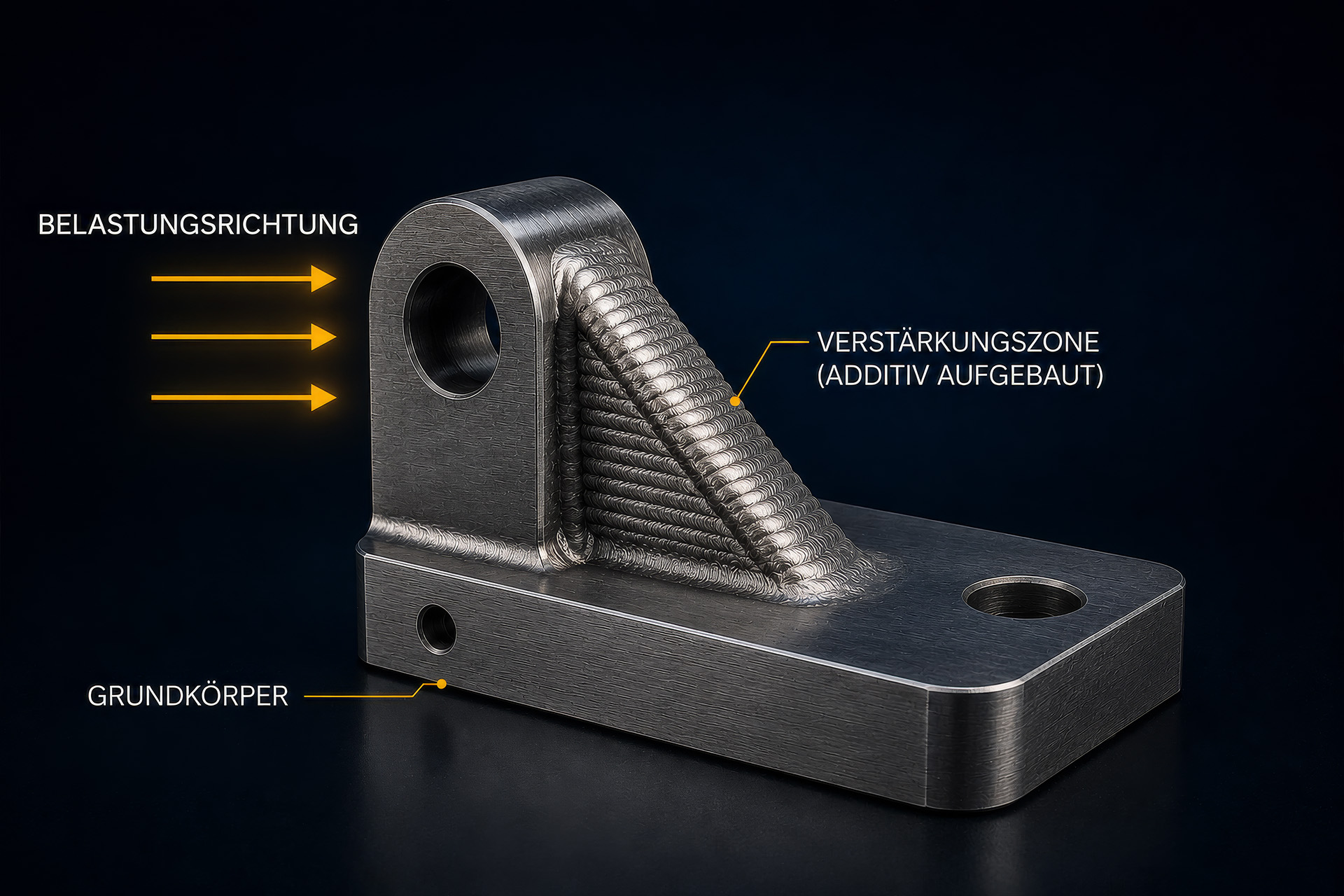
Mehr Steifigkeit ohne komplettes Bauteil massiver zu machen.
Ausgangslage
Ein vorhandener Grundkörper benötigt lokal mehr Steifigkeit oder eine bessere Krafteinleitung.
DED-Ansatz
Eine Rippe oder Verstärkungszone wird gezielt aufgetragen.
Prüfpunkte
- Ist die Auftragzone erreichbar?
- Ist die Rippe groß genug für den Prozess?
- Entsteht ein kritischer Wärmeknoten?
- Muss die Rippe anschließend bearbeitet werden?
Verschleißzone erneuern statt Werkzeug ersetzen.
Ausgangslage
Ein Werkzeug oder Formeinsatz ist an einer Kante oder Kontaktfläche verschlissen.
DED-Ansatz
Die Verschleißzone wird lokal aufgebaut, danach auf Zielkontur bearbeitet.
Prüfpunkte
- Ist die Kante thermisch stabil aufbaubar?
- Passt der Werkstoff zur Grundstruktur?
- Ist genug Aufmaß vorhanden?
- Kann die Endkontur sicher erzeugt werden?

Wenn das Original nicht mehr wirtschaftlich verfügbar ist.
Ausgangslage
Ein Ersatzteil ist abgekündigt, hat lange Lieferzeit oder wäre klassisch nur mit hohem Aufwand herstellbar.
DED-Ansatz
Ein vereinfachter Rohkörper wird additiv oder hybrid aufgebaut und anschließend fertig bearbeitet.
Prüfpunkte
- Welche Bereiche müssen wirklich aufgebaut werden?
- Welche Details entstehen besser durch Nachbearbeitung?
- Gibt es geeignete Referenz- und Spannflächen?
- Ist die Werkstoffanforderung realistisch?

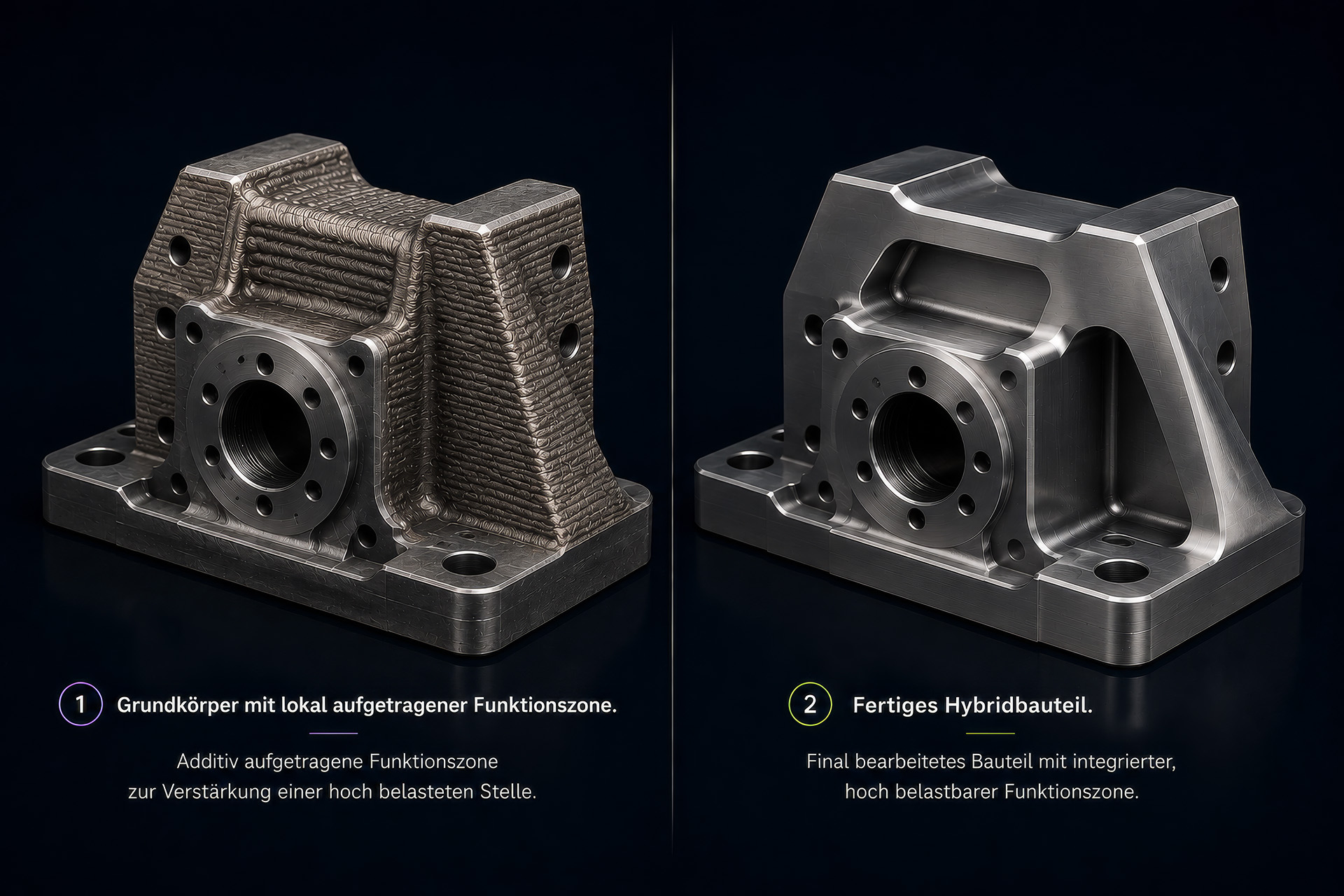
Klassischer Grundkörper. Additive Wertzone.
Ausgangslage
Ein Bauteil besitzt eine einfache Grundform, aber eine lokal komplexe oder belastete Funktionszone.
DED-Ansatz
Der Grundkörper wird konventionell hergestellt. Nur die wertschöpfende Zone wird additiv ergänzt.
Prüfpunkte
- Ist der Grundkörper als Träger geeignet?
- Ist der Materialauftrag lokal sinnvoll?
- Reduziert der Ansatz Schweißnähte, Rohmaterial oder Lieferzeit?
- Ist die spätere Bearbeitung gesichert?
Großes Volumen ohne massiven Rohblock.
Ausgangslage
Ein großes Strukturbauteil würde aus dem Vollen sehr viel Materialverlust erzeugen oder als Guss lange Vorlaufzeit benötigen.
DED-Ansatz
Ein grober Near-Net-Shape-Rohkörper oder einzelne Strukturzonen werden drahtbasiert aufgebaut.
Prüfpunkte
- Ist die Bauteilgröße prozess- und maschinengerecht?
- Sind Wärmeeintrag und Verzug beherrschbar?
- Sind kritische Flächen nachbearbeitbar?
- Ist der Materialauftrag wirtschaftlich gegenüber Guss, Fräsen oder Schweißen?

Gute Praxisbeispiele haben immer denselben Kern.
Ein sinnvoller Use Case entsteht selten aus der Frage, ob ein Bauteil „druckbar" ist. Entscheidend ist, ob lokaler Materialauftrag ein reales Fertigungsproblem löst.
- Teures Grundbauteil
- Lokaler Schaden oder lokaler Mehrwert
- Ausreichend große Feature Size
- Erreichbare Auftragzone
- Planbare Nachbearbeitung
- Wirtschaftlicher Vorteil gegenüber klassischer Fertigung

Erkennst du dein Bauteil wieder?
Die Praxisbeispiele zeigen typische Einstiegspunkte. Der nächste Schritt ist, ein konkretes Bauteil zu betrachten: zuerst mit bereitgestellten Beispieldaten, danach mit eigenen Geometriedaten.