Wire-based DED erzeugt Rohkörper. Keine Fertigteile.
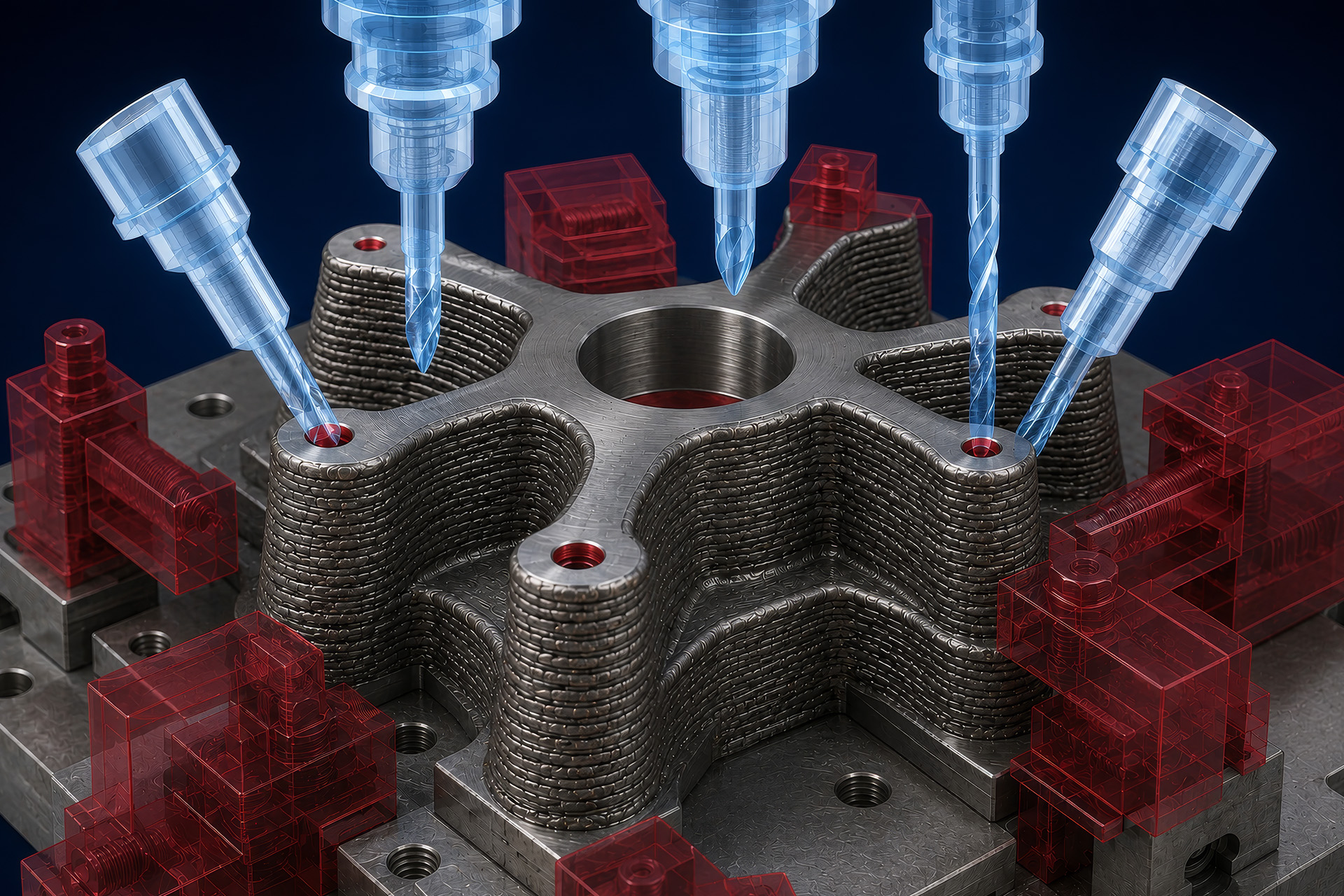
Der Materialauftrag ist meist nur der erste Schritt. Maßhaltigkeit, Oberflächen und Funktionskonturen entstehen durch die richtige Nachbearbeitung.
Ob hybrid oder rein additiv aufgebaut: Wire-based DED liefert in vielen Fällen einen Near-Net-Shape-Rohkörper. Das Bauteil liegt nahe an der Zielgeometrie, braucht aber gezielte Bearbeitung für präzise Flächen, Bohrungen, Passungen und Funktionsbereiche.
Nicht jedes Detail gehört in den Aufbau.
Kleine Details sind oft nicht sinnvoll additiv herstellbar. Bohrungen, Gewinde, scharfe Kanten, kleine Radien, enge Nuten, Dichtflächen und Passungen entstehen meist besser durch Fräsen, Bohren, Drehen, Schleifen oder Erodieren.
Nachbearbeitung erzeugt Präzision.

Zu wenig Aufmaß ist Risiko. Zu viel Aufmaß ist Kosten.
Der Rohkörper muss genug Material enthalten, damit die Endkontur sicher herausgearbeitet werden kann. Zu wenig Aufmaß gefährdet Maßhaltigkeit und Oberfläche. Zu viel Aufmaß erhöht Aufbauzeit, Wärmeeintrag und Bearbeitungsaufwand.
- Wo braucht das Bauteil Bearbeitungszugabe?
- Welche Flächen sind funktionskritisch?
- Wie viel Material muss später entfernt werden?
- Wo erzeugt zusätzliches Aufmaß unnötige Wärme?

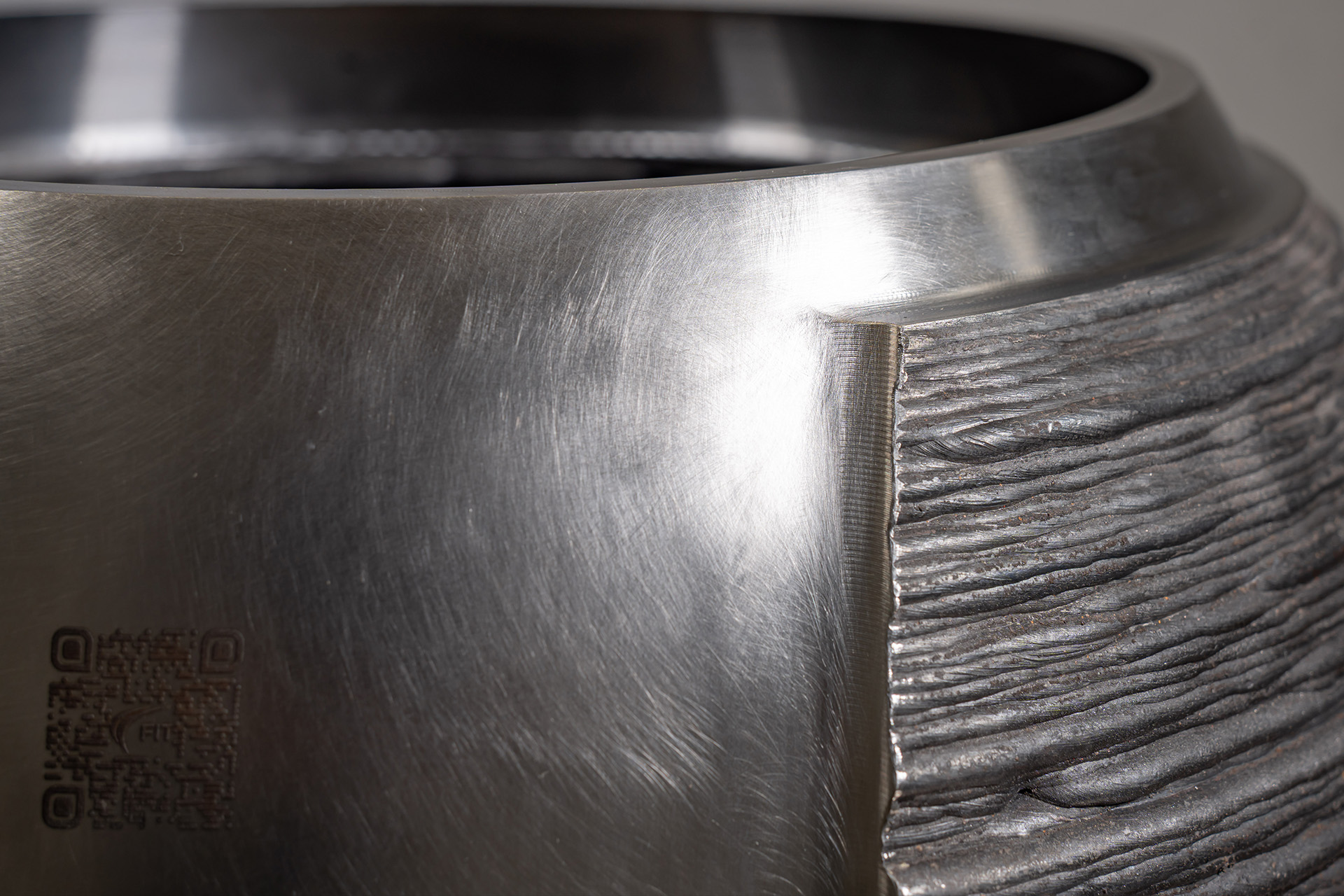
Die Raupe ist keine Funktionsfläche.
Additiv aufgebaute Oberflächen zeigen Raupenstruktur, Welligkeit und Prozessspuren. Für Dichtflächen, Lagersitze, Passungen oder definierte Kontaktflächen ist Nachbearbeitung ein fester Bestandteil der Prozesskette.
- Maßhaltigkeit
- Definierte Rauheit
- Ebene Flächen
- Runde Bohrungen
- Genaue Sitze
- Reproduzierbare Funktionsflächen

Was nicht erreichbar ist, kann nicht fertig bearbeitet werden.
Nachbearbeitung braucht Zugang. Tiefe Taschen, verdeckte Flächen, enge Innenräume und ungünstige Winkel können verhindern, dass präzise Funktionsflächen später hergestellt werden.
- Innenliegende Passflächen
- Tiefe Bohrungen ohne Werkzeugzugang
- Hinterschneidungen
- Enge Spalte
- Schwer spannbare Geometrien
- Funktionsflächen hinter Aufbauzonen
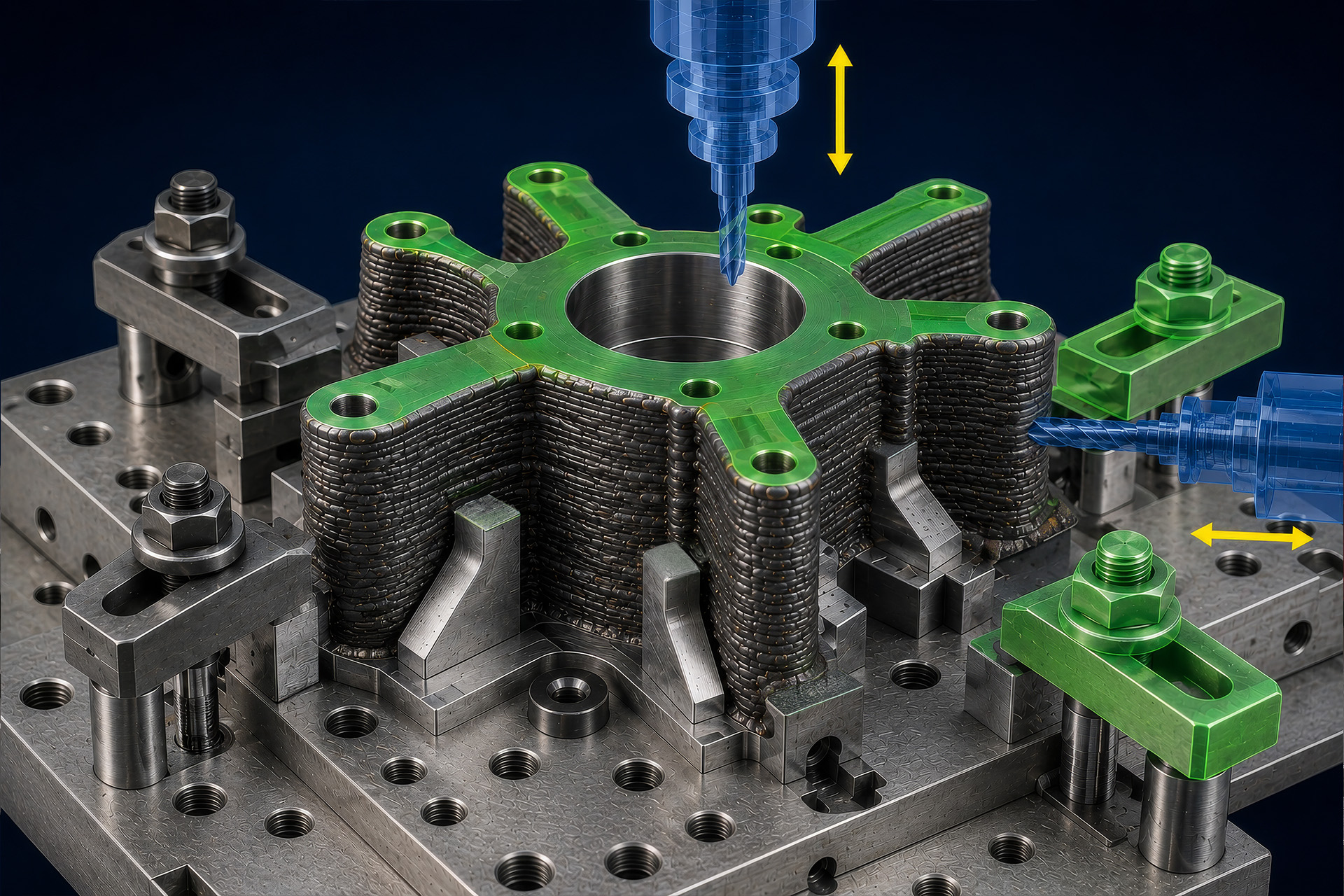
Nachbearbeitung beginnt vor dem Aufbau.
Für präzise Endbearbeitung braucht das Bauteil Referenzflächen, Spannmöglichkeiten und stabile Bearbeitungslagen. Diese müssen schon beim Rohkörper mitgedacht werden.
- Referenzflächen
- Spannflächen
- Bearbeitungsrichtungen
- Stabilität beim Fräsen
- Reihenfolge der Prozessschritte
- Verzug nach Wärmeeintrag
Wärme verändert den Rohkörper.
Wire-based DED bringt lokal viel Energie ein. Dadurch können sich Grundkörper oder additiv aufgebaute Bereiche verziehen. Nachbearbeitung muss diesen Zustand berücksichtigen, nicht die ideale CAD-Geometrie.

Erst Rohkörper denken. Dann Fertigteil.
Gute Planung trennt klar zwischen additiv aufgebautem Volumen und später erzeugter Präzision.
- Welche Bereiche werden aufgebaut?
- Welche Bereiche werden bearbeitet?
- Wo braucht es Aufmaß?
- Wo braucht es Referenzflächen?
- Ist der Werkzeugzugang gesichert?
- Welche Toleranzen entstehen erst am Ende?

Die Grenze des Verfahrens ist oft die Grenze der Prozesskette.
Wire-based DED wird dann stark, wenn Aufbau und Nachbearbeitung gemeinsam gedacht werden. Wer nur die Endgeometrie betrachtet, übersieht den eigentlichen Hebel: den richtigen Rohkörper zur richtigen Endbearbeitung.